
海外での企業買収の留意点 第1回「居抜きの買収」
中小企業支援に役立つテーマでコラムを掲載します。今回は海外での企業買収がテーマです。
※本文中の企業名、所在地等はすべて仮称となっています。

人口減少時代に向かうなかで、中小企業においても海外進出を目指す時代となっています。今回のコラムでは、新興国進出の際の目に見えないリスクとそれをさし引いたメリットをお伝えしたいと思います。
海外進出検討企業向け、居抜き買収のメリットとリスクについて
中小企業が最も迅速に海外に進出する方法として、同業種の撤退企業の土地、建物、設備、主要スタッフをまとめて引継ぎ、買収代金は一括で支払う、『居抜き買収』という方法があります。
大手総合電機メーカー、大和電気は「アジア向製品はコストの安いアジアで生産する」方針のもと、一部製品群をインドネシアに製造移管しました。一足早く進出した大和電気から「一日も早くインドネシアで部品供給を」と依頼を受けた主要部品供給元の成型品製造業「安藤化学工業」。今回の主役は「安藤化学工業」のインドネシア子会社です。
安藤化学が進出先を物色していたところ、労働問題等で撤退を決め、撤退コストを最小限に抑えたい同業の成型会社の話を耳にしました。渡りに船と、安藤化学は、土地、工場、地元採用の邦人工場長を含めた主要ローカルスタッフを含め買収代金を一括で支払う方法で即決。買収総額250万ドルを支払いました。
安藤化学工業は山梨県の中堅中小企業です。従業員のほとんどは近隣の高等学校からの採用。県内に本社工場を含め3つの工場を持っています。中でも最大規模の大月工場は大和電気への部品供給を一手に担っていました。インドネシア工場設立後は、マザー工場として若手2名をインドネシアに派遣しています。
安藤化学工業の概要
設立 1960年
国内工場 山梨県内に本社工場含め3工場
海外工場 米国工場、タイ工場
資本金 30百万円
従業員 200名余り
インドネシア現法の買収当時の概要
敷地 12,000㎡
工場 4,000㎡
買収価格 250万ドル
資本金 1百万ドル
成型機 40台
従業員 200名
インドネシア工場は初年度から早期かつ割安な工場立上げが功を奏し、好調なスタートをきりました。
しかし、好事魔多し。設立2年目から3年目にかけて厳しい試練に見舞われました。今回は、海外での『居抜き買収』の長所とそのリスクについて安藤化学の事例をもとに数回に分けて考えてみます。
居抜き買収の長所とリスク
〈長所〉
・供給先企業の要請に速やかに対応。
・土地/建物の価格設定を変えることで不動産取得税を節税。
・幹部社員はじめ現地人主要スタッフをそのまま採用することで迅速に操業開始。
・設備の償却期間を再設定することで操業当初の収益を調整。
・ISO等がすでに取得済みであれば品質の対外保証が容易。
〈リスク〉
・使用設備メーカーの違いにより品質の精度の違いが発生。
・モノづくり文化の違いにより品質に差異。
・設備寿命の把握が不十分で修繕費発生。
・現地社員の把握が不十分で不正発生の温床。
・日本からの派遣社員の事前研修が不十分でコミュニケーションに問題発生。
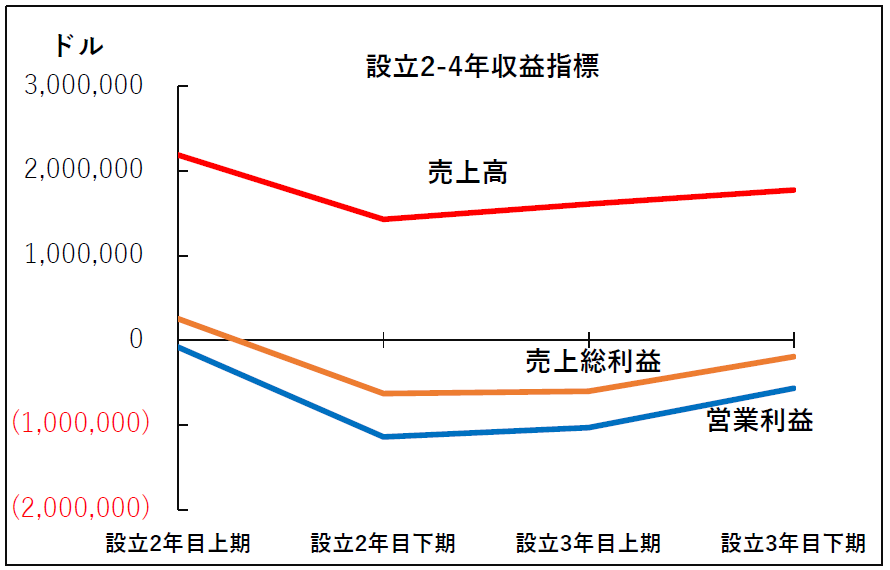
インドネシア工場の収益状況
インドネシア工場の2年目から3年目の6か月毎の収益状況は以下の通りです。
設立2年目通年の一時費用
① 原料費追加分 38千ドル
② 体質改善のための工場人件費 78千ドル
③ 邦人出張費等 177千ドル
④ 旧設備及び既存金型改善費用 285千ドル
⑤ 本社で発生した金型部品等改良費 589千ドル
合計 1,167千ドル
居抜きの買収
合計買収総額250万ドルのほとんどが土地の価格です。
しかし、高額な土地建物取引税を節約するため実際取引価格230万ドルの土地建物価格を150万ドルに大幅減額。25年使用した償却済射出成型機40台を100万ドルとして過大に見積もり、設立登記を完了しました。成型機の償却は8年としました。
射出成型機の不具合
初年度は、大和電気の信用を勝ち取るため、設備の立ち上げに応じ出荷数も抑え気味にスタート。2年目から本格稼働となりました。
しかし、製造ラインがフル稼働を始めた2年目から不具合が始まりました。大和電気は当然ながら日本の親会社と同品質の製品を要求しますが、製品は要求寸法にわずかに一致せず、大量の不良品が発生しました。
社内の品質改善会議では、成型機の機種が本社工場と違うこと、使用成型機はすでに老朽化し、製品が設定した規格通りにできないことが指摘されました。また交換部品の一部はすでに廃盤になっており、取り換え不可能と分かりました。
修繕費はますます嵩み、結果的に8年かけて入替予定の成型機は本社が利用しているメーカー機種に前倒して購入するしか方法がありませんでした。成型機は付属機械を加えると1台2千万円。大幅な除却損を出すことになりました。
ものづくり文化の違い
目論見違いはモノづくりにもありました。
継続採用した幹部は、50歳のインドネシア人を妻に持つ日本人工場長。その他は全て工場近隣からオートバイで通勤する高卒のインドネシア人です。
当初、成型作業については段取りの小幅変更で十分と考えていました。しかし、成型機の条件設定入力の不具合が多発しました。成型機にも個性があり、1000分の1ミリ単位での精度で日本品質を実現するためには、成型機の癖を知り、入力値を微妙に変更しなければなりません。試行錯誤は延々と続きました。
検査工程でも問題が生じました。NG品を含む廃棄品は親会社のほぼ100倍に上りました。現地の従業員は、既に何年も前にISOを取得している同じ成型会社が、なぜこれほどのNG品を出すのか分かりません。
おわりに
次回以降は、本社との役割分担、駐在員の構成と定例会議、保有設備と製造管理、生産管理、QC・QA等当社の様々な課題と解決策をお話ししてゆきます。

2004年3月中小企業診断士資格取得
一般社団法人東京都中小企業診断士協会 城南支部所属
金子 啓達(かねこ ひろみち)
北海道生まれ。三井住友銀行に26年間勤務。主に海外での投資銀行業務に従事した。その後10年間GSユアサコーポレーションでイギリス現法役員、インドネシア現法社長を歴任。2021年7月に中小企業診断士として独立。インドネシアを中心とする海外進出企業支援、財務、経理支援を行う。
※当コラムの内容は、執筆者個人の見解であり、TAC株式会社としての意見・方針等を示すものではありません。
経営について体系的に学びたい方へ

海外での企業買収の留意点がわかったら、次は経営の基礎を学びましょう。
経営の基本知識や、企業を見る視点を体系的に身につけたい方には、企業経営アドバイザーがおすすめです。経営戦略や財務、マーケティングなど、実務にも役立つ知識を幅広く学ぶことができます。








